Oil paint preparation
Oil paints were prepared between March 24th and April 3rd 2003, taking a total of 8 days for all 28 paints to be hand-ground and applied to the substrates (see Chapter 1 Appendix Master List of HART Projects). Each paint was applied to its set of substrates (Table 5b) immediately after it was ground (Powerpoint 04). Paint within each set was prepared in a standard order to minimize contamination from residue on the granite slab from previous grinding. Therefore, the washed pigment was ground first, followed by the unwashed pigment:
- Washed pigment, dry
- Washed pigment, wet
- Unwashed pigment, dry
- Unwashed pigment, wet
The order of preparation is not reflected in the unique numbers assigned to each paint (see summary Table 5a).
Generally, a single set, consisting of 4 paints, was made in a day. Observations on the handling characteristics of each paint were recorded during grinding and application to the substrates (Chapter 2 Appendix IV Tables 1–7, Summary Tables 8 & 9).
The amount of oil used
A fixed amount of pigment (12.5 g) was used throughout. Each paint was prepared by grinding pigment with oil such that the paint was as stiff as possible in order to establish an end point for grinding. Once the amount of oil needed for a given set was established, an attempt was made to use a consistent amount of oil for that set. However, it should be noted that the method of measuring the oil for this project using a glass 10 ml graduated cylinder was inefficient for small amounts of oil, so that oil measures can only be approximate to ±0.2 to ±0.3 ml (later on, HART projects relied on weighing the oil to provide greater accuracy).
Table 5a: HART Project 1 — Lead white washing and oil washing experiment
(Listed in order of preparation)
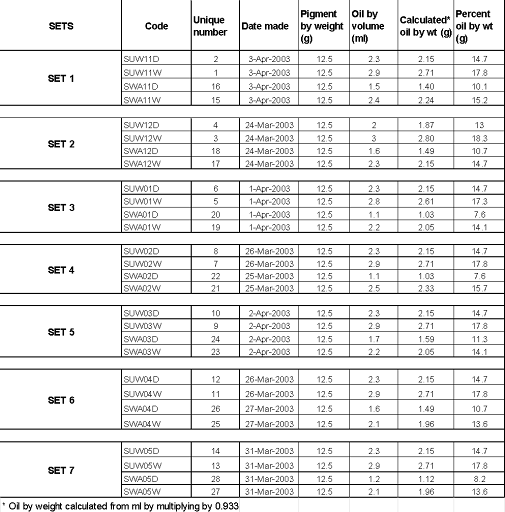
For detailed information on substrates and oils, see Chapter 1 Appendix Master List of HART Projects, HART Project 1.
Hand-grinding pigment, dry and wet
The procedure for hand-grinding lead white paint with dry pigment is described in Chapter 2 Appendix IV Section 1.
The procedure for hand-grinding with wet pigment was based on references to this method in historical documentary sources (Chapter 2 Appendix I). The dried pigment (12.5 g) was first crushed on the slab with the muller, then ground dry under the muller to achieve a fine even powder. The powder was gathered to the centre of the slab using a stainless steel scraper or the edge of a stainless steel palette knife. Millipore water (5 ml) was added at once to the dry powder and mixed slightly with the palette knife. The pigment and water mixture were then ground together with the muller in the same manner as grinding in oil. Very quickly a uniform creamy slurry resulted which was very light and quite stiff (rather like heavy cream in the final stages of whipping), see Powerpoint 04.
Once the amount of oil required for wet grinding had been established (by adding oil gradually to the wet slurry with continuous grinding) it was possible, with later paint samples, to add a high proportion of oil at once, reserving only a few ml to be added at the latest stage of grinding. During wet grinding, the paint goes through stages (detailed below under Observations, wet versus dry grinding). The procedure used for hand-grinding HART oil paint is detailed in Chapter 2 Appendix IV, see also Chapter 4 Terminology Paint Handling Characteristics.
The substrates
The paints were applied to a total of 9 substrates (Table 5b): 3 drawdowns onto polyester film (Melinex 0.10 cm thick, 10 × 16 cm width by length); plus 1 polyester film with excess paint (brushed/palette knife); 2 paint-outs on artists’ board; and 2 drawdowns on glazed ceramic tiles (one white, one black). As well, one small paint brushstroke was applied onto canvas with a flour-paste ground layer previously applied. The substrates are illustrated in Powerpoint 04 and detailed in Suppliers as well as in Chapter 1 Appendix I: Master List of HART Projects. The canvas strips with flour-paste are detailed in Chapter 3 Appendix VI and Powerpoint 19.
Each substrate was assigned a number which appears at the end of the paint code. For example, in paint code SUW11W-1.1, the last number (.1) indicates the substrate:
Table 5b: Substrates for HART Project 1 paint-outs — lead white & oil washing
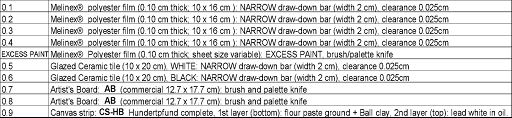
Non-porous substrates were cleaned prior to use in the following manner: polyester sheets were wiped down thoroughly with ethyl alcohol using Kimberly-Clark Kleenex brand tissue (Supplier); ceramic tiles were washed with water and Fisher brand “Sparkleen” detergent (Supplier), then rinsed in tap water followed by Millipore water. Ceramic tiles received a final cleaning with ethyl alcohol using the same brand of tissue used for the polyester sheets.
Paint application
Brush and palette knife
Paint was applied to the commercially prepared artist’s boards and to one of the polyester films using an artist’s palette knife and an artist’s bristle brush (one brush was used for each paint set and was wiped clean between paint applications within that set). Paint was applied to the canvas substrates with an artist’s bristle brush (Suppliers).
Drawdowns
At the outset of the HART Project, the amount of Seynaeve Batch 1 pigment was limited (approximately 1 kg). As a consequence, drawdowns with a narrower width than those provided with a commercial drawdown bar were needed. Therefore, a special narrow-width (2 cm) stainless steel drawdown bar with a gap of 0.025 cm was custom-made at FOM-AMOLF for this project (illustrated in Powerpoint 04). Commercially available drawdown bars are approximately three times wider (6 cm) and therefore require more paint for a single application.
Section D: Light exposure and oven exposure
For each paint set, drawdowns on polyester film (designated as .1 and .2 substrates) were selected for an artificial aging experiment. Drawdowns on substrate .1 would be first exposed to light at the SRAL facility in Maastricht, followed by oven exposure at ICN (Suppliers). Drawdowns of the same paint sets on substrate .2 were controls, placed in copper-treated plastic bags to reduce oxygen exposure during the time that .1 drawdowns were being artificially aged.
Light exposure
Drawdowns .1 were sent to the SRAL facility. For transport, each sample was interleaved with cleaned polyester film to protect the paint surfaces and reduce chances of cross-contamination between the samples.
The paint samples were exposed 24 hours a day in the SRAL light-aging facility from 20 June through to 8 September 2003 (11 weeks). Samples were rotated so that they each received 8000 lux (daylight fluorescent tubes, Philips 96.5). The temperature ranged between 20–25°C, and the relative humidity (RH) was between 40–45%.
While the light-exposed drawdowns were being cut into strips in preparation for oven exposure (see below), a marked difference was observed in their response to being cut, with some samples exhibiting brittle behaviour (HART Project Laboratory Notebook Vol I p.99, Sept 9, 2003), summarised in Table 6.
Table 6: Descriptions of light-exposed paints during cutting
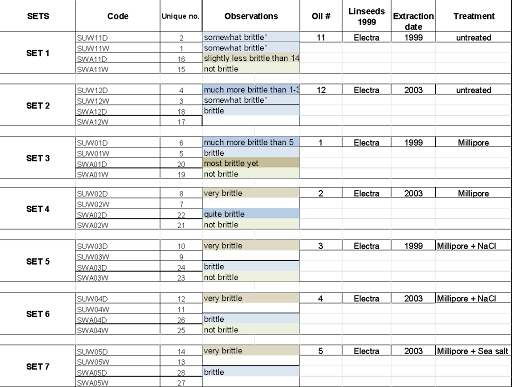
*Note: It was unclear whether samples 1, 2, and 3 were brittle, since they were not individually assessed — only that sample 4.1 was much more brittle than samples 1–3. It is assumed that samples 1–3 were somewhat brittle. Samples without a descriptor (blank) are assumed to have been not brittle.
Although incomplete, these observations on the relative brittleness of the samples from HART Project 1 exposed to light for 11 weeks indicate trends:
- Grinding type: Grinding the pigment in oil while the pigment powder was dry (dry grinding D) appears to result in paint that is more brittle than the same paint prepared with the pigment ground first in water prior to the introduction of oil (wet grinding W).
- Pigment treatment: Another trend appears to be related to whether or not the lead white pigment was water-washed prior to use (UW = unwashed, versus WA = washed). Generally, samples of paint with unwashed pigment (UW) were observed to be more brittle than those where the pigment was water-washed prior to use (WA). The exception is sample 20, with washed lead white, which was reported to be the “most brittle yet.”
- Oil processing: In terms of the oil processing method used (Sets 1 to 7 each use Electra linseed oil that was extracted at different times and either left untreated or water-washed with and without two types of salt), as evident in Table 6, there does not appear to be a correlation between the presence or absence of brittle behaviour during cutting according to the oil processing method.
As will be seen, after oven exposure the samples exhibited a range of colour changes from mild to severe, not only according to the length of oven exposure but also in relation to the sets made. Since the location of the samples during light exposure was not tracked, whether some samples received more or less light is not known, and the conditions in the oven may not have been completely uniform. Another factor to consider is that in these first two HART Projects, oil was measured by volume during paint-making, a significantly less accurate method than by weight (subsequent projects all measured oil by weight).
It is interesting to note that some of the samples which underwent oven exposure (below) were exhibiting extreme brittleness in 2020 (Powerpoints 06 & 07).
Oven exposure
The procedure was to expose paint samples for varying amounts of time in an oven at ICN at 50°C and 80% relative humidity (RH).
As noted above, to facilitate removal at regular intervals, prior to placing the light-exposed samples into the oven, each drawdown in set .1 was cut into 7 strips. One piece was held back as a control (with the original printed label as identification), and the remaining six strips of paint on their original Melinex® substrate were labelled with code extensions i–vi (Table 7).
Table 7: Oven exposure time
Oven Sample extension no. | i | ii | iii | iv | v | vi |
Exposure time (in days) | 3 | 6 | 10* | 20 | 40 | 70 |
*sample set iii was removed from the oven after 11 days, not 10 days as planned.